

Inelul ceramic din carbură de siliciu neagră este un ansamblu ceramic de înaltă performanță realizat din carbură de siliciu de înaltă puritate prin turnare de precizie și sinterizare la temperatură...
Vezi detalii
URMEAZĂ-NE:





 Email: zf@zfcera.com
Email: zf@zfcera.com
 Telephone: +86-188 8878 5188
Telephone: +86-188 8878 5188

Înțelegeți secretele turnării, sinterizării și controlului formei zirconiei și nitrurii de siliciu într-un singur articol
2026-05-21
1. Proces de bază al procesului de producție industrială a ceramicii
Producția de ceramică industrială (cunoscută și ca ceramică avansată sau ceramică de inginerie) este un proces riguros de transformare a pulberilor anorganice nemetalice în vrac în piese de precizie cu rezistență ridicată, rezistență la uzură, rezistență la temperaturi ridicate sau proprietăți electrice speciale. . Procesul său standard de fabricație de bază include de obicei următoarele Cinci etape principale.

- Preparare pulbere Amestecați cu precizie materii prime de înaltă puritate. Pentru ca pulberea să aibă o fluiditate bună și o forță de legare în turnarea ulterioară, este necesar să se adauge o cantitate adecvată de liant organic, lubrifiant și dispersant. După amestecarea de înaltă performanță și uscarea prin pulverizare, se produce o pulbere granulată cu distribuție uniformă a dimensiunii particulelor.
- Formarea corpului verde În funcție de forma geometrică și scara de producție în masă a produsului, pulberea granulată este presată sau injectată în matriță prin mijloace mecanice. Principalele metode de turnare includ presarea uscată și presarea izostatică la rece ( CIP ), turnare prin injecție ceramică ( CIM ) și turnarea cu bandă.
- Procesare ecologică și delegare Corpul verde format conține o cantitate mare de lianți organici. Înainte de sinterizarea formală, acesta trebuie introdus într-un cuptor de delegare și încălzit lent în aer pentru a provoca piroliza sau volatilizarea (degresarea). Duritatea corpului verde după delegare este scăzută și este ușor de efectuat prelucrări mecanice preliminare, cum ar fi găurirea și tăierea.
- Sinterizare la temperaturi ridicate Acesta este un pas critic în atingerea proprietăților mecanice finale ale ceramicii. Corpul verde delipit este plasat într-un cuptor de sinterizare la temperatură înaltă. Transferul de masă și legarea au loc între boabe. Porii sunt evacuați treptat. Corpul verde suferă o contracție severă a volumului și în cele din urmă atinge densificarea.
- Prelucrare și inspecție de precizie Deoarece ceramica după sinterizare are o duritate extrem de ridicată (de obicei a doua numai după diamant) și are un anumit grad de deformare la sinterizare, dacă doresc să atingă toleranțe dimensionale la nivel de microni sau rugozitate a suprafeței la nivel de oglindă, acestea trebuie să fie dure și prelucrate cu precizie prin roți de șlefuit diamantate și paste de șlefuit și, în final, instrumente de inspecție tridimensională de înaltă precizie.
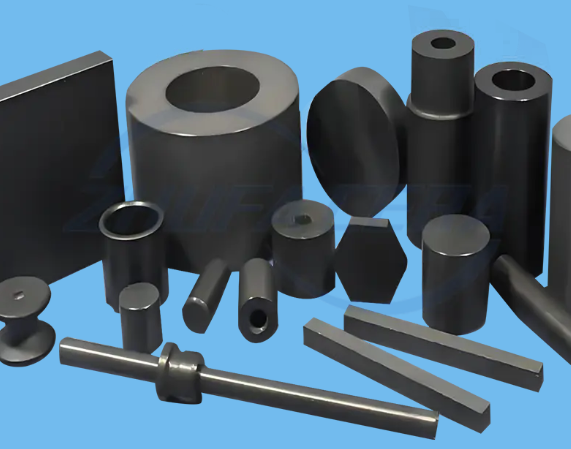
2. Comparația caracteristicilor procesului dintre oxidul de zirconiu și nitrura de siliciu
Printre ceramica structurală avansată modernă, zirconiu și nitrură de siliciu Sunt reprezentate două sisteme. Prima este o ceramică oxidică tipică, cu o rezistență și o estetică excelentă; nitrură de siliciu Este o ceramică non-oxidică cu legături covalente ridicate și are performanțe excelente în duritate, stabilitate la șoc termic și mediu la temperatură extrem de ridicată. Mai jos este o comparație a parametrilor cheie ai procesului de producție ai celor doi.
| Dimensiunea procesului | Ceramica cu zirconiu (ZrO₂) | nitrură de siliciu陶瓷 (Si₃N₄) |
| clasic temperatura de sinterizare grad | 1350°C - 1500°C Densificarea poate fi finalizată în atmosferă de aer cu presiune normală, iar costul echipamentului este scăzut. | 1700°C - 1850°C Azotul de înaltă presiune (1-10 MPa) trebuie introdus pentru sinterizarea sub presiune a aerului pentru a inhiba descompunerea la temperatură înaltă. |
| Controlul contracției liniei | 20% - 22% (mari și stabil) Densitatea de ambalare a pulberii este uniformă, iar calculul factorului de amplificare a mucegaiului este extrem de regulat. | 15% - 18% (relativ mic, dar foarte volatil) Afectate de viteza de difuzie și schimbare de fază a aditivilor în fază lichidă, tehnologia de control al dimensiunii este dificilă. |
| Modificări de fază și efecte de volum | Există stres de schimbare de fază La răcire, faza tetragonală se transformă în faza monoclinică cu o expansiune de volum de 3%-5% și trebuie introduși stabilizatori precum oxidul de ytriu pentru a preveni fisurarea. | Modificare schimbare de fază În timpul sinterizării, faza α se transformă în faza β, formând o structură împletită cu cristale columnare, care poate îmbunătăți semnificativ duritatea matricei. |
| Procesul de turnare principal | Presare uscată/presare izostatică la rece, turnare prin injecție ceramică (CIM) Pulberea are densitate mare, fluiditate bună, compactare ușoară și producție în masă de forme speciale. | Presare izostatică la rece (CIP), turnare Densitatea intrinsecă a pulberii este scăzută, pufoasă și greu de compactat, așa că este adesea utilizat CIP multidirecțional de înaltă presiune. |
| ��Sfaturi pentru producția de aterizare industrială: Inima producției industriale a ceramicii zace in Potrivire perfectă între „curba temperatură-timp” și „compensarea contracției”. Dificultatea zirconiei constă în principal în etapa de șlefuire superdură după sinterizare (pierdere mare de scule și eficiență scăzută); în timp ce bariera centrală a nitrurii de siliciu constă în procesul său riguros de sinterizare prin presare izostatică la cald și presiunea aerului la temperaturi ultra-înalte și formula confidențială a ajutoarelor de sinterizare pentru transferul de masă în fază lichidă cu punct de topire scăzut. |
Produse înrudite
-
-
Tija ceramică cu zirconiu este o tijă din material ceramic de înaltă performanță, realizată în principal din oxid de zirconiu, cu rezistență mecanică și stabilitate chimică excelentă. Prezintă duri...
Vezi detalii -
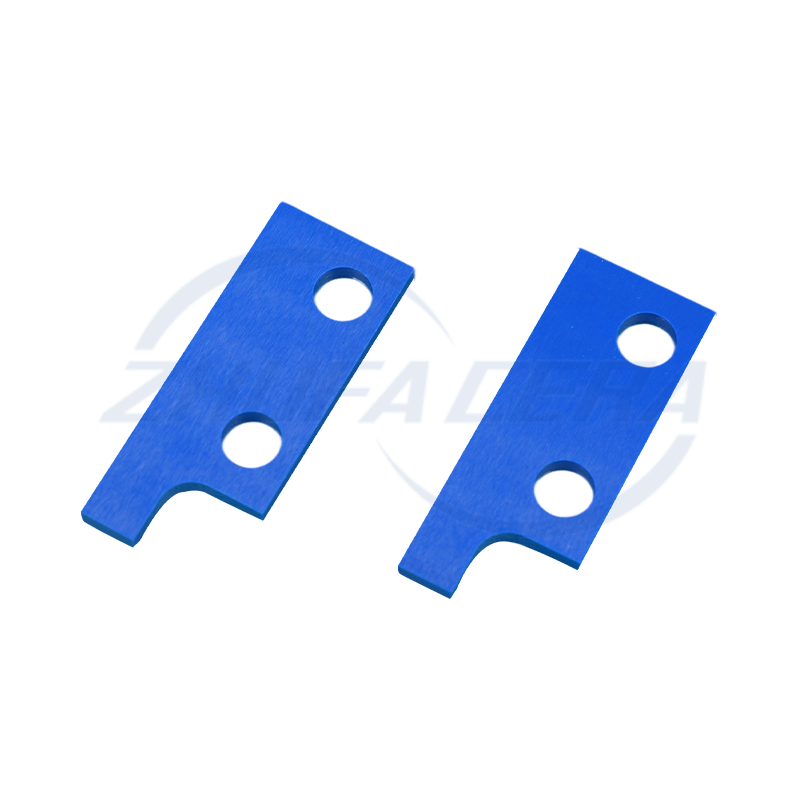
Foile ceramice de zirconiu albastru sunt componente de precizie realizate din ceramică avansată de zirconiu. Ele sunt colorate cu cobalt, fier sau cupru pentru a forma o culoare albastră. Această c...
Vezi detalii -

Acest știft ceramic albastru din zirconiu este realizat din material ceramic avansat de zirconiu, oferind durabilitate și performanță excelente. Ceramica cu zirconiu este cunoscută pentru rezistenț...
Vezi detalii -
Zirconia Ceramic Gear este realizat din material ceramic de oxid de zirconiu, care are o rezistență excelentă și o duritate ridicată. Această proprietate a materialului îi permite să reziste eficie...
Vezi detalii -
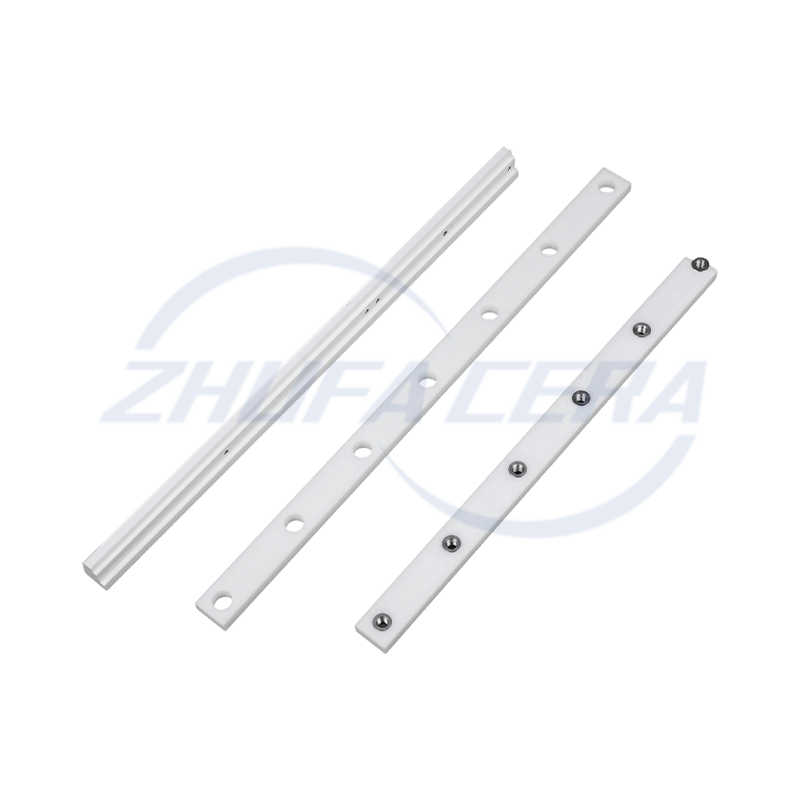
Zirconia Ceramic Guide Rail este o componentă mecanică de precizie de înaltă performanță, realizată din material ceramic de oxid de zirconiu. Caracteristicile sale de bază sunt derivate din proprie...
Vezi detalii -
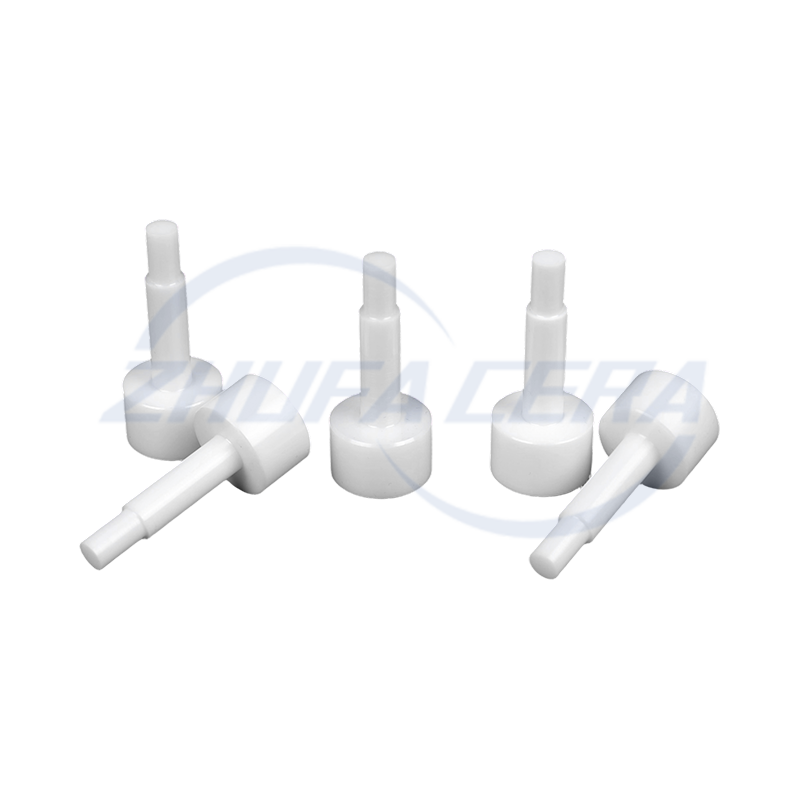
Zirconia Ceramic Locating Pin este un element de poziționare de înaltă precizie realizat din material ceramic avansat de oxid de zirconiu, cu proprietăți fizice și chimice excelente. Principalele s...
Vezi detalii -
Inelul ceramic cu zirconiu este un produs ceramic de înaltă performanță, cunoscut pentru proprietățile sale fizice și chimice excelente. Are duritate și rezistență extrem de ridicate, cu o duritate...
Vezi detalii -
Foile ceramice din zirconiu au devenit componente de bază funcționale în diverse domenii datorită proprietăților lor unice. Cu o rezistență la încovoiere de 900–1200 MPa și o rezistență la rupere d...
Vezi detalii -
Zirconia Ceramic Strip este un material de bandă realizat din ceramică de oxid de zirconiu de înaltă performanță, cu proprietăți fizice și chimice excelente. Are duritate și rezistență la încovoier...
Vezi detalii -
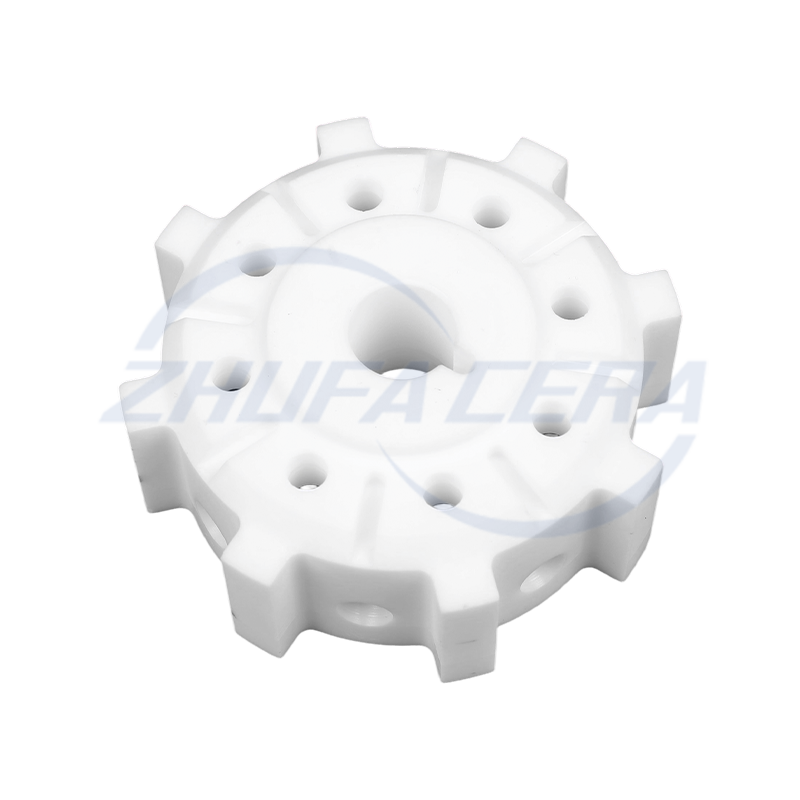
Napolitanele ceramice din zirconiu sunt produse reprezentative în domeniul ceramicii structurale de înaltă performanță. În comparație cu ceramica tradițională din alumină sau cu materialele metalic...
Vezi detalii -

Zirconia Ceramic Plunger este o componentă de înaltă performanță concepută pentru medii industriale dure. În comparație cu produse similare cu piston din ceramică sau metal, se remarcă prin avantaj...
Vezi detalii

-
Legături rapide
Acasă Produse Despre noi Servicii Tehnologia Știri Contactați-ne -
Produse
Piese structurale ceramice Ceramica din zirconiu Ceramica cu alumină Ceramica ZTA Ceramica cu nitrură de siliciu Ceramica din carbură de siliciu Piese turnate prin injecție ceramică -
Despre noi
Turul fabricii Onoare Întrebări frecvente -
Informații de contact
+86-188 8878 5188zf@zfcera.comNr. 1, Xinggong Road, Parcul Industrial Anchang, districtul Keqiao, orașul Shaoxing, provincia Zhejiang, China -
WhatsApp

Drepturi de autor © Zhejiang Zhufa Precision Ceramics Technology Co., Ltd. Toate drepturile rezervate.
Producător de ceramică de precizie din China
furnizor en-gros de ceramică de precizie
