

Inelul ceramic din carbură de siliciu neagră este un ansamblu ceramic de înaltă performanță realizat din carbură de siliciu de înaltă puritate prin turnare de precizie și sinterizare la temperatură...
Vezi detalii
URMEAZĂ-NE:





 Email: zf@zfcera.com
Email: zf@zfcera.com
 Telephone: +86-188 8878 5188
Telephone: +86-188 8878 5188

Când personalizați piesele structurale ceramice de precizie, care sunt tehnicile comune de proiectare pentru a preveni fisurarea și deformarea?
2026-05-29
În producția avansată și aplicațiile industriale, ceramica de precizie (cum ar fi alumina, zirconia, nitrura de siliciu, carbura de siliciu) au devenit materiale de bază indispensabile datorită durității ridicate, rezistenței la uzură, rezistenței la temperaturi ridicate și rezistenței la coroziune. Cu toate acestea, din cauza fragilității ridicate inerente a materialelor ceramice și a contracției severe de volum cu care se confruntă în timpul sinterizării la temperatură înaltă (rata de contracție este, de obicei, în 15% la 25% ), proiectarea și fabricarea pieselor sale structurale sunt extrem de dificile. Proiectarea structurală irațională duce adesea la fisurare, deformare și deformare a produselor în timpul sinterizării, prelucrării sau exploatării efective.
Acest ghid rezumă sistematic tehnicile de proiectare de bază anti-fisurare, strategiile anti-deformare și specificațiile de potrivire a procesului în procesul de personalizare a pieselor structurale ceramice de precizie, având ca scop să-i ajute pe inginerii de proiectare să optimizeze structura produsului, să îmbunătățească randamentul și să reducă costurile de producție.
1. Trei puncte cheie ale proprietăților și personalizării materialului ceramic
Înainte de a începe orice proiect de personalizare ceramică, următoarele trei elemente de bază care se restrâng reciproc trebuie examinate dintr-o perspectivă globală.
- Alegerea materialului
Proprietățile fizice și chimice ale materialelor determină limita superioară de performanță a pieselor structurale. Următorul tabel listează caracteristicile de bază și scenariile tipice de aplicare a celor patru materiale ceramice de precizie.
| Denumirea materialului | Proprietăți fizice și chimice de bază | Scenarii tipice de aplicații industriale |
| Alumină | Performanță la costuri ridicate, duritate ridicată, rezistență la uzură, izolație excelentă, rezistență la temperaturi ridicate (până la 1600°C mai sus). | Piese de izolație electronică, plăci de căptușeală rezistente la uzură, substraturi ceramice, componente ale camerei de vid. |
| zirconiu | Are cea mai mare rezistență și duritate dintre ceramica la temperatura camerei ( " otel ceramic " ), coeficientul de dilatare termică este apropiat de cel al metalului, iar conductivitatea termică este scăzută. | Ferule de fibră optică, tăietoare ceramice, implanturi medicale (cum ar fi dentare), corpuri de dopuri pompe cu piston. |
| nitrură de siliciu | Rezistență excelentă la șoc termic (rezistență la răcire rapidă și încălzire rapidă), rezistență ridicată, rezistență la uzură, densitate scăzută și coeficient de frecare mic. | Bile de rulment de precizie de mare viteză, piese de motor de automobile, știfturi de poziționare de sudură. |
| carbură de siliciu | Duritate extrem de ridicată (a doua numai după diamant), conductivitate termică ultra-înaltă, rezistență excelentă la temperaturi ridicate și rezistență la coroziune puternică la acid și alcali. | Șine de ghidare a plachetelor semiconductoare, inele de etanșare mecanică, cuptoare de înaltă temperatură, blindaj antiglonț. |
- Precizie dimensională și alocație de prelucrare
- Toleranta la sinterizare: Sinterizat direct " corp verde " devenind " Tagle coapte " În cele din urmă, din cauza contracției inegale, toleranța poate fi de obicei controlată numai în interior ±1% sau ±0,1 mm În jur.
- Indemnizație de finisare: Pentru cerințe de precizie de potrivire extrem de ridicate (cum ar fi nivelul de microni μm ) interfața trebuie lăsată deoparte în timpul proiectării 15 mm-0,3 mm alocația de șlefuire a roții de șlefuit cu diamante.
- Potrivirea procesului de turnare
Selectați procesul în funcție de lotul de producție și complexitatea structurală: presarea uscată este potrivită pentru cantități mari de piese plate simple; presare izostatică la rece (CIP) Potrivit pentru semifabricate de dimensiuni mari, bare sau tuburi; turnare prin injecție ceramică (CIM) Este potrivit pentru piese mici tridimensionale cu structuri extrem de complexe, dar costul deschiderii matriței este mare.
2. Abilități de proiectare de bază pentru anti-fisurare și anti-deformare
- Grosimea peretelui Design: Urmarire " absolut uniformă "
Grosimea neuniformă a peretelui este cauza numărul unu a fisurilor pieselor ceramice în timpul sinterizării și răcirii. Ratele de dilatare și contracție termică ale pieselor groase și ale părților subțiri sunt diferite, ceea ce va genera stres intern uriaș.
- Evitați diferențele de grosime: Încercați să păstrați consistentă grosimea peretelui. Dacă trebuie să apară modificări ale grosimii structurii, trebuie folosite tranziții ușoare de pantă și evitate absolut 90° de schimbări bruște.
- Găuri de reducere a greutății procesului: Pentru piesele solide grele, găurile oarbe, găurile traversante sau scobirea în spate (canelare) ar trebui proiectate pentru a reduce grosimea locală, asigurând în același timp rezistența mecanică.
- Design colț: cerc complet cu unghi ascuțit ( R specificația unghiului)
Ceramica produsă la colțuri ascuțite " concentrarea stresului " Extrem de sensibil. Colțurile interioare sau externe ascuțite pot deveni cu ușurință sursa de fisuri atunci când sunt supuse la șoc termic sau la solicitări mecanice.
- înăuntrul / Raza colțului extern: Toate colțurile și tranzițiile treptelor trebuie să fie rotunjite. Recomand intern R unghiul este cel puțin mai mare decât 5mm (recomandat R≥1,0 mm ). dacă spațiul permite, R Cu cât unghiul este mai mare, cu atât structura este mai rigidă.
- Asamblarea fantei de curățare a colțului: Dacă trebuie păstrat din cauza necesității potrivirii pieselor metalice 90° Pentru unghiurile drepte externe, unul ar trebui să fie proiectat spre interior la colțul interior. " Undercut " sau " gaura oarba " , mutați zona de reducere a tensiunii departe de vârful unghiului drept.
- Design găuri și margini: Preveniți fisurarea prin sinterizare și ciobirea marginilor
La deschiderea găurilor (cum ar fi găurile pentru șuruburi și găurile de reducere a greutății) în piesele ceramice, poziția și forma găurilor au o mare influență asupra calității turnării.
- Distanța la marginea critică: Distanța de la peretele găurii până la marginea exterioară a piesei ceramice, precum și distanța netă dintre cele două găuri, trebuie să fie mai mare decât diametrul găurii. 5 ori. O distanță prea mică va face ca zona slabă să fie despărțită la ambele capete în timpul contracției prin sinterizare.
- Teșirea orificiului: Marginile de deschidere ale orificiilor traversante și oarbe ar trebui proiectate 45°×0,3 mm-0,5 mm Teșire pentru a preveni așchierea marginilor în timpul șlefuirii ulterioare sau a asamblarii efective.
- Evitați găurile în formă: Încercați să utilizați găuri rotunde standard. Încercați să evitați să proiectați găuri lungi, găuri pătrate sau găuri speciale cu colțuri ascuțite. Astfel de găuri au o anizotropie evidentă atunci când se micșorează și sunt predispuse la micro-fisuri în jurul lor.
- Eliminați suprafețele mari plane: combateți deformarea deformată
Datorită influenței gravitației, frecării și micilor diferențe de temperatură a cuptorului în timpul sinterizării, piesele plate mari și subțiri sunt ușor predispuse la deformarea deformată (cunoscută în mod obișnuit ca " Banana Bend " ).
- Setați rigidizări: Proiectarea nervurilor de armare în formă de cruce, în formă de tic sau radiale pe spatele piesei plate poate îmbunătăți semnificativ rigiditatea și bloca direcția de contracție.
- Design sef local: Dacă un anumit plan trebuie utilizat ca suprafață de contact a ansamblului, nu transformați întregul plan mare într-o suprafață de contact de înaltă precizie. Bosele locale mici trebuie proiectate în jurul găurilor pentru șuruburi sau punctelor de fixare a cheilor și numai suprafața boșajelor trebuie șlefuită în timpul finisării ulterioare. Acest lucru nu numai că economisește costurile de procesare, ci și evită efectiv impactul deformarii globale a planului.
- Design simetric: tensiune de sinterizare echilibrată
Când piesele ceramice sunt sinterizate în cuptor, forța de contracție este relativ echilibrată în toate direcțiile. Dacă structura este sever asimetrică, va duce la o tensiune dezechilibrată și o distorsiune generală.
- Simetrie geometrică: Încercați să faceți ca părțile structurale să mențină simetria centrală, simetria axelor sau simetria formei la un nivel bidimensional sau tridimensional.
- Cravată de artizanat (grindă de sprijin pentru artizanat): Pentru forme de deschidere asimetrice (cum ar fi C forma, U (structură în formă), una ar trebui adăugată artificial la deschidere în timpul proiectării. " Grinda de conectare temporară la proces " , astfel încât să mențină o structură simetrică în buclă închisă în timpul sinterizării. După sinterizare și măcinare, fasciculul temporar este tăiat cu o felie de diamant.
Trei. Cheat Sheet pentru specificațiile de proiectare ale pieselor structurale ceramice de precizie
Următorul tabel rezumă practicile greșite și specificațiile corecte atunci când se proiectează piesele structurale ceramice de precizie pentru o referire rapidă de către ingineri.
| elemente de proiectare | Abordare greșită (ușor de spart / usor de deformat) | Right Doing (Design pentru siguranță, Design pentru fabricabilitate) |
| colțuri și colțuri | Folosiți unghiuri drepte ascuțite ( 90° ) sau colțuri rotunjite extrem de mici. | Măriți cât mai mult colțurile rotunjite pentru a proiecta interiorul și exteriorul R unghi ( R≥0,5 mm ). |
| Grosimea peretelui secțiunii | Îngroșare și subțiere bruscă locală, fără tranziție la joncțiunea grosimii și grosimii. | Păstrați grosimea peretelui absolut uniformă. La schimbarea vitezei trebuie utilizată o tranziție ușoară a pantei. |
| Marginile găurilor și distanță | Găuri prea aproape de margini sau găuri adiacente (distanță < deschidere). | Marginea găurilor și distanța dintre găuri adiacente ≥ 1,5 ori diafragma. |
| Orificiu și marginea exterioară | Orificiul are o margine ascuțită fără teșituri. | Toate deschiderile și modelele de margine a treptelor 45° Teșire (prevenirea ciobirii marginilor). |
| Placă subțire cu suprafață mare | Proiectați o placă subțire plată, nesusținută, cu suprafață mare. | Proiectați elemente de rigidizare pentru a crește rigiditatea sau treceți la contactul cu șeful local. |
| Structura simetrică | O structură deschisă, cu console prea lungi și asimetrie serioasă pe o parte. | Mențineți simetria geometrică sau introduceți grinzi de susținere a procesului (înlăturate după ce semifabricatul este gătit). |
Notă: În timpul procesului propriu-zis de dezvoltare a proiectului, se recomandă insistent să se efectueze proiectarea orientată spre producție cu inginerul de proces de ceramică înainte cât mai curând posibil după finalizarea primului proiect al proiectului structural ( DFM ) revizuire pentru a optimiza în continuare dimensiunile pe baza proprietăților mecanice ale materialului specific.
Produse înrudite
-
-
Tija ceramică cu zirconiu este o tijă din material ceramic de înaltă performanță, realizată în principal din oxid de zirconiu, cu rezistență mecanică și stabilitate chimică excelentă. Prezintă duri...
Vezi detalii -
Foile ceramice de zirconiu albastru sunt componente de precizie realizate din ceramică avansată de zirconiu. Ele sunt colorate cu cobalt, fier sau cupru pentru a forma o culoare albastră. Această c...
Vezi detalii -

Acest știft ceramic albastru din zirconiu este realizat din material ceramic avansat de zirconiu, oferind durabilitate și performanță excelente. Ceramica cu zirconiu este cunoscută pentru rezistenț...
Vezi detalii -
Zirconia Ceramic Gear este realizat din material ceramic de oxid de zirconiu, care are o rezistență excelentă și o duritate ridicată. Această proprietate a materialului îi permite să reziste eficie...
Vezi detalii -
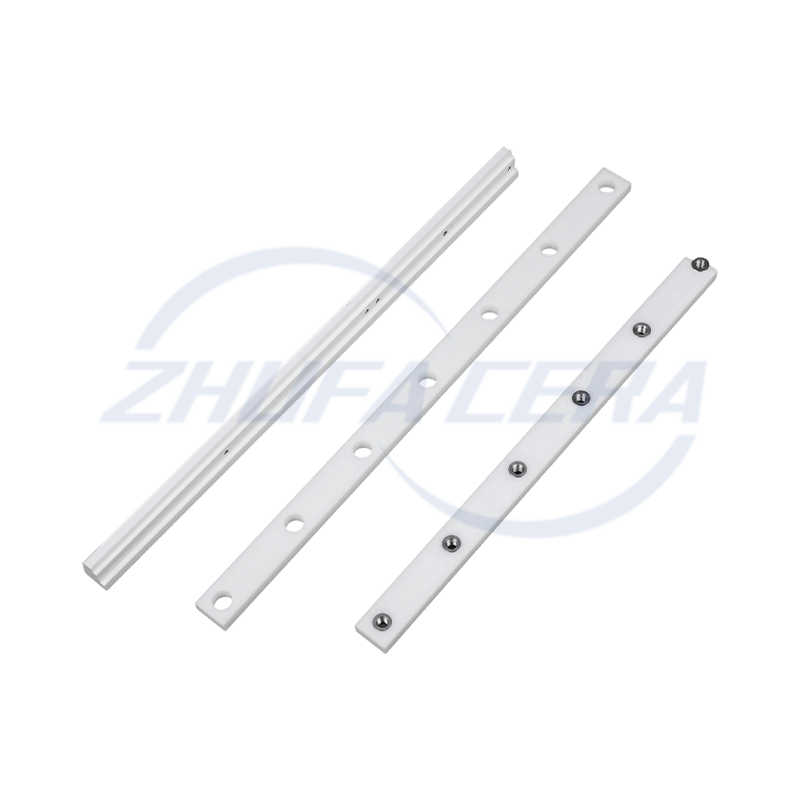
Zirconia Ceramic Guide Rail este o componentă mecanică de precizie de înaltă performanță, realizată din material ceramic de oxid de zirconiu. Caracteristicile sale de bază sunt derivate din proprie...
Vezi detalii -
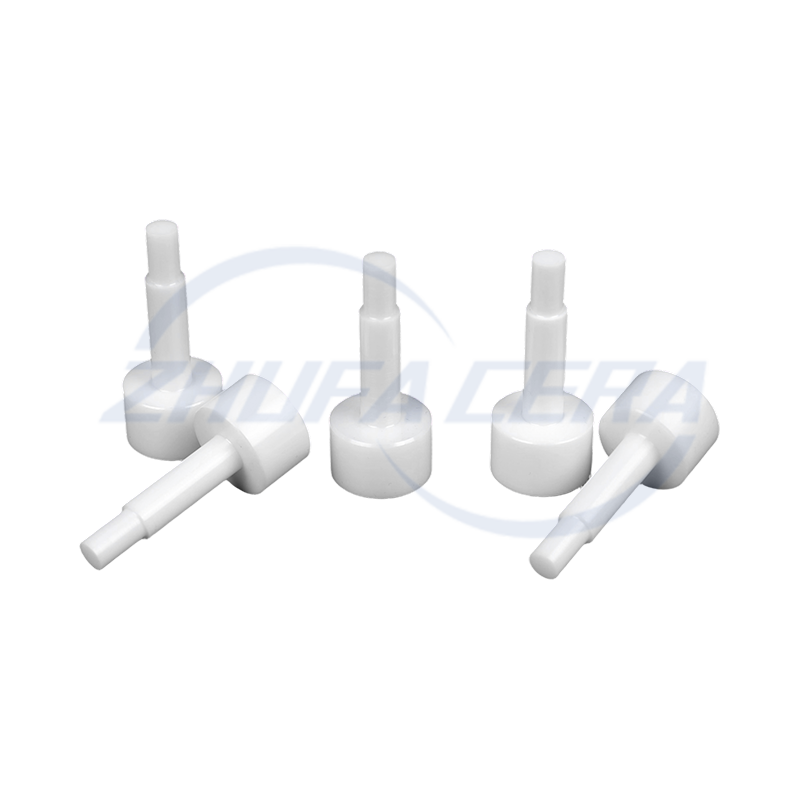
Zirconia Ceramic Locating Pin este un element de poziționare de înaltă precizie realizat din material ceramic avansat de oxid de zirconiu, cu proprietăți fizice și chimice excelente. Principalele s...
Vezi detalii -
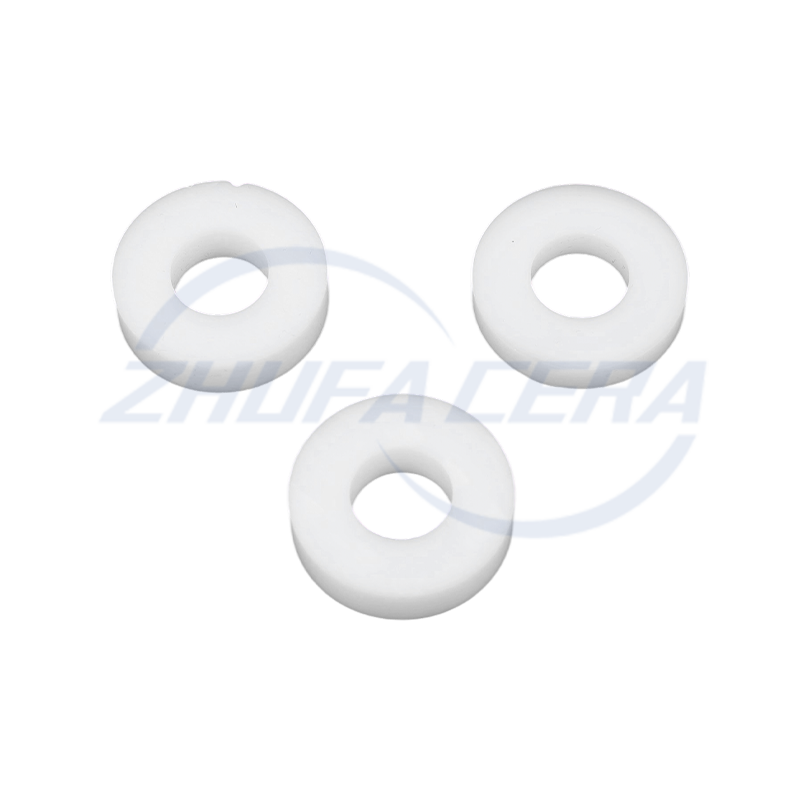
Inelul ceramic cu zirconiu este un produs ceramic de înaltă performanță, cunoscut pentru proprietățile sale fizice și chimice excelente. Are duritate și rezistență extrem de ridicate, cu o duritate...
Vezi detalii -
Foile ceramice din zirconiu au devenit componente de bază funcționale în diverse domenii datorită proprietăților lor unice. Cu o rezistență la încovoiere de 900–1200 MPa și o rezistență la rupere d...
Vezi detalii -
Zirconia Ceramic Strip este un material de bandă realizat din ceramică de oxid de zirconiu de înaltă performanță, cu proprietăți fizice și chimice excelente. Are duritate și rezistență la încovoier...
Vezi detalii -
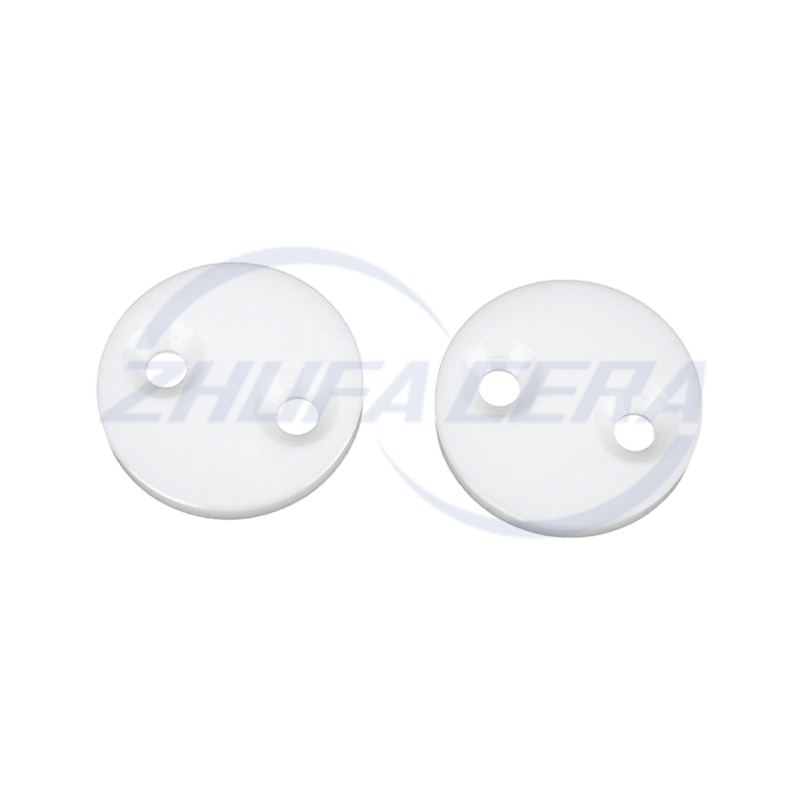
Napolitanele ceramice din zirconiu sunt produse reprezentative în domeniul ceramicii structurale de înaltă performanță. În comparație cu ceramica tradițională din alumină sau cu materialele metalic...
Vezi detalii -

Zirconia Ceramic Plunger este o componentă de înaltă performanță concepută pentru medii industriale dure. În comparație cu produse similare cu piston din ceramică sau metal, se remarcă prin avantaj...
Vezi detalii

-
Legături rapide
Acasă Produse Despre noi Servicii Tehnologia Știri Contactați-ne -
Produse
Piese structurale ceramice Ceramica din zirconiu Ceramica cu alumină Ceramica ZTA Ceramica cu nitrură de siliciu Ceramica din carbură de siliciu Piese turnate prin injecție ceramică -
Despre noi
Turul fabricii Onoare Întrebări frecvente -
Informații de contact
+86-188 8878 5188zf@zfcera.comNr. 1, Xinggong Road, Parcul Industrial Anchang, districtul Keqiao, orașul Shaoxing, provincia Zhejiang, China -
WhatsApp

Drepturi de autor © Zhejiang Zhufa Precision Ceramics Technology Co., Ltd. Toate drepturile rezervate.
Producător de ceramică de precizie din China
furnizor en-gros de ceramică de precizie
